



溫度對(duì)鋰離子電池極片工藝的影響
鋰離子電池性能受到眾多因素的影響,這其中不僅僅包括電池設(shè)計(jì)、原材料、工藝水平、設(shè)備精度等方面,還包括生產(chǎn)環(huán)境因素,比如溫度、粉塵和水分。
即使少量的雜質(zhì)也會(huì)對(duì)鋰離子電池的循環(huán)穩(wěn)定性和安全性造成不利影響;水分的控制非常關(guān)鍵,微量水分就會(huì)與電解液發(fā)生反應(yīng),產(chǎn)生不利影響,商業(yè)化鋰離子電池在環(huán)境水分嚴(yán)格控制的大型干燥間內(nèi)生產(chǎn),所有部件在電池組裝前都要進(jìn)行干燥。而溫度對(duì)電池的影響也是多方面,多工藝過(guò)程的。因此,我們必須高度重視生產(chǎn)過(guò)程,并嚴(yán)格控制質(zhì)量。鋰電池的生產(chǎn)包括極片制造工藝、電池組裝工藝以及最后的注液、預(yù)充、化成、老化等。
本文針對(duì)溫度在極片生產(chǎn)工藝中的影響進(jìn)行整理,分享給大家。
溫度的定義
溫度是表示物體冷熱程度的物理量,微觀(guān)上來(lái)講是物體分子熱運(yùn)動(dòng)的劇烈程度。從分子運(yùn)動(dòng)論觀(guān)點(diǎn)看,溫度是物體分子運(yùn)動(dòng)平均動(dòng)能的標(biāo)志。溫度是大量分子熱運(yùn)動(dòng)的集體表現(xiàn),含有統(tǒng)計(jì)意義。分子運(yùn)動(dòng)愈快,物體愈熱,即溫度愈高;分子運(yùn)動(dòng)愈慢,物體愈冷,即溫度愈低。
熱力學(xué)第零定律
如果兩個(gè)熱力學(xué)系統(tǒng)中的每一個(gè)都與第三個(gè)熱力學(xué)系統(tǒng)處于熱平衡(溫度相同),則它們彼此也必定處于熱平衡。這一結(jié)論稱(chēng)做“熱力學(xué)第零定律”。這個(gè)定律反映出:處在同一熱平衡狀態(tài)的所有的熱力學(xué)系統(tǒng)都具有一個(gè)共同的宏觀(guān)特征,這一特征是由這些互為熱平衡系統(tǒng)的狀態(tài)所決定的一個(gè)數(shù)值相等的狀態(tài)函數(shù),這個(gè)狀態(tài)函數(shù)被定義為溫度,而溫度相等是熱平衡之必要的條件。熱力學(xué)第零定律用來(lái)作為進(jìn)行體系測(cè)量的基本依據(jù),其重要性在于它說(shuō)明了溫度的定義和溫度的測(cè)量方法。
熱傳遞的三種方式
熱從溫度高的物體傳到溫度低的物體,或者從物體的高溫部分傳到低溫部分,這種現(xiàn)象叫做熱傳遞。發(fā)生熱傳遞的唯一條件是存在溫度差,與物體的狀態(tài),物體間是否接觸都無(wú)關(guān)。在熱傳遞過(guò)程中,物質(zhì)并未發(fā)生遷移,只是高溫物體放出熱量,溫度降低,內(nèi)能減少(確切地說(shuō)是物體里的分子做無(wú)規(guī)則運(yùn)動(dòng)的平均動(dòng)能減小),低溫物體吸收熱量,溫度升高,內(nèi)能增加。因此,熱傳遞的實(shí)質(zhì)就是內(nèi)能從高溫物體向低溫物體轉(zhuǎn)移的過(guò)程,這是能量轉(zhuǎn)移的一種方式。熱傳遞有三種方式:傳導(dǎo)、對(duì)流和輻射。
熱從物體溫度較高的部分沿著物體傳到溫度較低的部分,叫做傳導(dǎo)。各種物質(zhì)都能夠傳導(dǎo)熱,但是不同物質(zhì)的傳熱特性不同。
靠液體或氣體的流動(dòng)來(lái)傳熱的方式叫做對(duì)流,對(duì)流是液體和氣體中熱傳遞的主要方式,氣體的對(duì)流現(xiàn)象比液體更明顯。利用對(duì)流加熱或降溫時(shí),必須同時(shí)滿(mǎn)足兩個(gè)條件:一是物質(zhì)可以流動(dòng),二是加熱方式必須能促使物質(zhì)流動(dòng)。
熱輻射是指物體由于具有溫度而輻射電磁波的現(xiàn)象,一切溫度高于絕對(duì)零度的物體都能產(chǎn)生熱輻射,溫度愈高,輻射出的總能量就愈大,短波成分也愈多。由于電磁波的傳播無(wú)需任何介質(zhì),所以熱輻射是在真空中唯一的傳熱方式。
鋰離子電池工藝過(guò)程
傳統(tǒng)的商業(yè)化鋰離子電池極片工藝過(guò)程為:活性物質(zhì),粘結(jié)劑和導(dǎo)電劑等混合制備成漿料,然后涂敷在銅或鋁集流體兩面,經(jīng)干燥后去除溶劑形成干燥極片,極片顆粒涂層經(jīng)過(guò)壓實(shí)致密化,再裁切或分條。然后正負(fù)極極片和隔膜組裝成電池的電芯,封裝后注入電解液,經(jīng)過(guò)充放電激活,最后形成產(chǎn)品。具體的電池工藝流程如圖1所示。
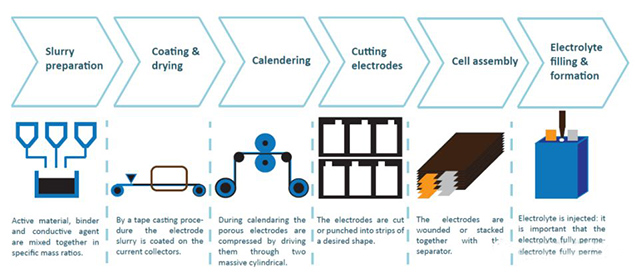
圖1 工藝流程圖
提高溫度抑制漿料沉降
在鋰離子電池漿料中,活性物質(zhì)、導(dǎo)電劑分散懸浮在溶解了有機(jī)物粘結(jié)劑的溶劑中,懸浮顆粒受到布朗力、浮力和本身重力作用。
懸浮在流體中的微粒表現(xiàn)出無(wú)規(guī)則運(yùn)動(dòng),這種微粒的運(yùn)動(dòng)稱(chēng)之為布朗運(yùn)動(dòng)。液體分子不停地做無(wú)規(guī)則的運(yùn)動(dòng),不斷地隨機(jī)撞擊懸浮微粒。因此,布朗運(yùn)動(dòng)是大量分子做無(wú)規(guī)則運(yùn)動(dòng)對(duì)懸浮的固體微粒各個(gè)方向撞擊作用的不均衡性造成的,所以布朗運(yùn)動(dòng)是大量液體分子集體行為的結(jié)果。懸浮顆粒受到布朗力FB作用,表達(dá)式如下式所示,其中kB是布朗常量,1.381×10 −23 J/K ;r是懸浮顆粒半徑,m;Tabs是絕對(duì)溫度,K。
顆粒越小,顆粒的表面積越小,同一瞬間,撞擊顆粒的液體分子數(shù)越少,據(jù)統(tǒng)計(jì)規(guī)律,少量分子同時(shí)作用于小顆粒時(shí),它們的合力是不可能平衡的。而且,同一瞬間撞擊的分子數(shù)越少,其合力越不平衡,又顆粒越小,其質(zhì)量越小,因而顆粒的加速度越大,運(yùn)動(dòng)狀態(tài)越容易改變,故顆粒越小,布朗運(yùn)動(dòng)越明顯。
溫度越高,液體分子的運(yùn)動(dòng)越劇烈,分子撞擊顆粒時(shí)對(duì)顆粒的撞擊力越大,因而同一瞬間來(lái)自各個(gè)不同方向的液體分子對(duì)顆粒撞擊力越大,小顆粒的運(yùn)動(dòng)狀態(tài)改變?cè)娇欤蕼囟仍礁撸祭蔬\(yùn)動(dòng)越明顯。
另外,懸浮顆粒還受到重力和浮力的作用,這兩者的合力Fg表達(dá)式為:
其中,ρp 和 ρm 分別是粒子和溶劑的密度,kg/m3;r是懸浮顆粒半徑,m;g 是重力加速度,9.81 m/s2。
不規(guī)則的布朗運(yùn)動(dòng)阻止顆粒沉降,而重力作用使顆粒發(fā)生沉降。對(duì)于大多數(shù)溶劑中的膠體粒子,布朗力占主導(dǎo)地位。然而,對(duì)于鋰離子電池漿料,許多活性物質(zhì)顆粒尺寸比較大,而且活性物質(zhì)(尤其是正極)的密度通常比溶劑(例如NMP)大得多,除非在涂覆前連續(xù)攪拌,否則漿料容易發(fā)生沉降。
根據(jù)以上兩個(gè)公式可知,減弱甚至避免沉降現(xiàn)象的方法主要包括:(i)選擇與活性材料密度相匹配的溶劑,使ρp = ρm ;(ii)減小活性粒子尺寸r;(iii)增加固體含量,從而使介質(zhì)密度增加;(iv)提高溫度。前兩種方法需要改變漿料成分,這會(huì)影響制造工藝和電化學(xué)性能,第三種方法會(huì)增加漿料的粘度,從而縮小涂層窗口。第四種方法提高溫度,提高了沉降阻力,可以有效抑制沉降。
溫度對(duì)漿料性質(zhì)的影響
鋰離子電池漿料攪拌工藝要達(dá)到以下目的:
a、分散活物質(zhì)和導(dǎo)電劑顆粒團(tuán)聚體;
b、打開(kāi)導(dǎo)電劑長(zhǎng)鏈,進(jìn)一步分散鏈狀導(dǎo)電劑;
c、形成最合適的活物質(zhì)、導(dǎo)電劑和粘結(jié)劑彼此之間的排布方式;
d、維持漿料最優(yōu)懸浮結(jié)構(gòu)和成分穩(wěn)定性,防止沉降和團(tuán)聚等成分偏析。
導(dǎo)電劑的分布方式如圖2所示,鋰離子電池漿料分散懸浮液中可能的物質(zhì)分布存在三種情況:導(dǎo)電劑沒(méi)有充分分散,保持團(tuán)聚,被粘結(jié)劑包裹會(huì)形成大顆粒;導(dǎo)電劑分散但與活性顆粒相互獨(dú)立;導(dǎo)電劑分散并均勻包覆在活性顆粒表面,這是最理想的情況。
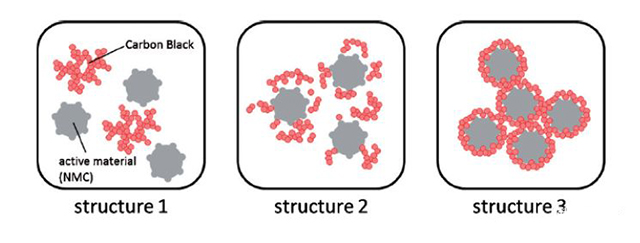
圖2 漿料導(dǎo)電劑可能的分布結(jié)構(gòu)示意圖
粘結(jié)劑與活性物質(zhì)的相互作用如圖3所示:(a)聚合物鏈與顆粒表面作用,然后聚合物之間的靜電作用阻止顆粒的團(tuán)聚;(b)粘結(jié)劑相成三維網(wǎng)絡(luò)結(jié)構(gòu),空間位阻作用阻止顆粒的團(tuán)聚;(c)粘結(jié)劑與活性物質(zhì)顆粒表面作用,將顆粒之間連接在一起,這是漿料形成凝膠結(jié)構(gòu),粘度比較高,且無(wú)法流動(dòng)。
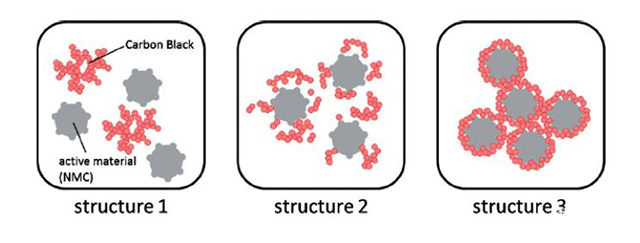
圖3 粘結(jié)劑的分散穩(wěn)定作用
隨著溫度的升高,漿料內(nèi)部液體分子的無(wú)規(guī)則熱運(yùn)動(dòng)、聚合物鏈的運(yùn)動(dòng)和懸浮顆粒的布朗運(yùn)動(dòng)都會(huì)增加。研究溫度對(duì)NMC532正極漿料流變特性的影響。不同溫度下,漿料應(yīng)力與剪切速率的曲線(xiàn)如圖4所示。結(jié)果表明,在剪切速率約為1.0 s-1的范圍內(nèi),所有溫度下流體都表現(xiàn)出剪切應(yīng)力平臺(tái),從而驗(yàn)證了在所有溫度范圍內(nèi)漿液都存在屈服應(yīng)力(見(jiàn)圖4)。從25℃到60 ℃范圍內(nèi),屈服應(yīng)力隨溫度的升高而增加,但在75℃時(shí)屈服應(yīng)力下降到25℃的水平。
從25℃到60 ℃范圍內(nèi),隨著溫度升高,吸附在顆粒表面的粘結(jié)劑形成了較多的顆粒-聚合物聯(lián)結(jié)和糾纏。這些連接使得漿料在屈服應(yīng)力之前的低剪切速率下具有較大的流動(dòng)阻力,如圖4所示。而在75 ℃時(shí),屈服應(yīng)力的降低可能是由于顆粒的高振動(dòng)導(dǎo)致一些聚合物鏈接被撕裂。
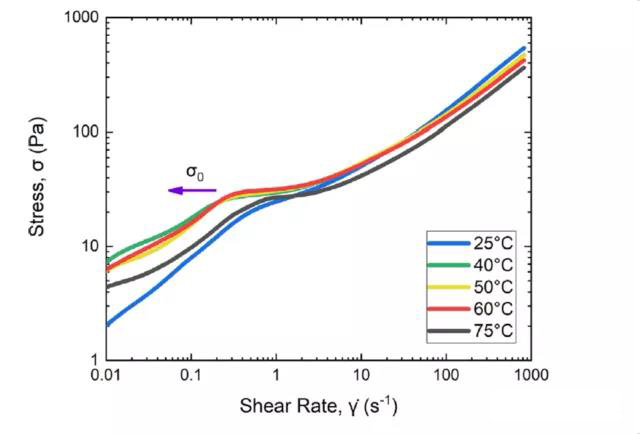
圖4 正極漿料在不同溫度下應(yīng)力-剪切速率曲線(xiàn)
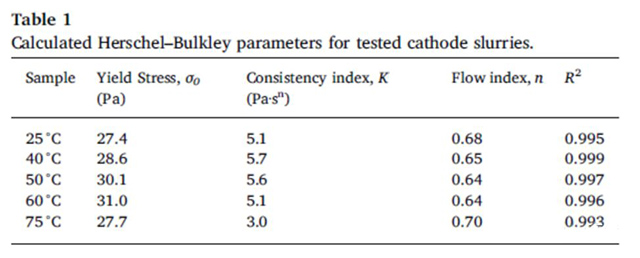
由于液體不能承受剪切力,因而不能保持其外形的穩(wěn)定。在外力的作用下,液體發(fā)生流動(dòng)和變形等的性質(zhì),稱(chēng)為流變性。實(shí)際流體可分為牛頓型流體與非牛頓型流體。所有的氣體和大多數(shù)的液體都屬于牛頓型流體,其剪應(yīng)力(σ)與速度梯度成正比,比例系數(shù)(μ)即為黏度。對(duì)于大多數(shù)非牛頓型流體,剪應(yīng)力(σ)與剪切速率(γ)的n次冪成正比,比例系數(shù)(K)為稠度系數(shù),指數(shù)(n)為流變指數(shù)。

根據(jù)以上公式對(duì)圖4所示曲線(xiàn)做擬合,得到不同溫度下漿料的流變參數(shù),如表1所示。當(dāng)n=1時(shí)流體為牛頓流體;所有的漿料流變指數(shù)n<1,符合剪切變稀行為。當(dāng) n 越接近0時(shí),剪切變稀的程度越大。流動(dòng)指數(shù)在40℃至60℃之間最低,,如前所述,在這個(gè)溫度范圍內(nèi),粘合劑與固體顆粒的鏈接隨著溫度升高增加了,隨著剪切速率增加,這種鏈接迅速減少,剪切變稀程度大。而75℃下,顆粒的高振動(dòng)動(dòng)能導(dǎo)致一些聚合物鏈接被撕裂,剪切速率所能破壞的鏈接數(shù)量有限,剪切變稀程度減弱。同理,由于聚合物與顆粒鏈接增加,在40℃至50℃之間稠度系數(shù)最大。
不同溫度下粘度-剪切速率流變曲線(xiàn)如圖5所示。溫度對(duì)粘度的影響可以分為兩個(gè)區(qū)域:低剪切速率粘度(LSV)和高剪切速率粘度(HSV)。在低剪切速率粘度(LSV)區(qū)域,從25℃到60 ℃范圍內(nèi),黏度隨溫度的升高而增加,但在75℃時(shí)黏度下降到25℃的水平。在高剪切速率粘度(HSV)區(qū)域,75℃時(shí)漿料具備更低的黏度。這些現(xiàn)象如前描述的聚合物與顆粒之間的鏈接相關(guān)。
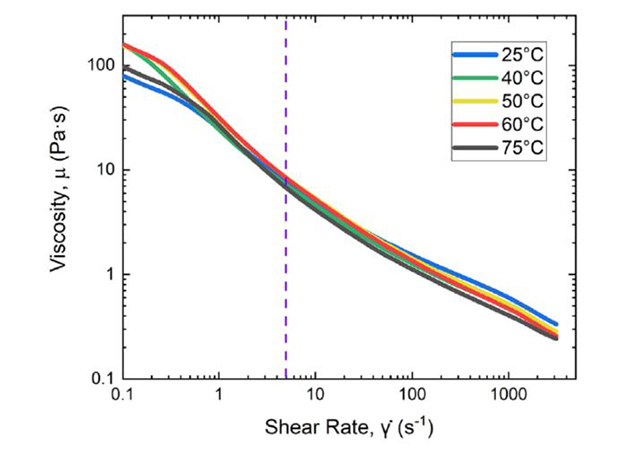
圖5 不同溫度下粘度-剪切速率流變曲線(xiàn)
低剪切速率粘度(LSV)會(huì)影響涂層的邊緣效應(yīng),較高的LSV能夠消除鋸齒邊緣,使涂層具有更清晰的邊界。另一方面,由于大多數(shù)涂布操作都期望采用更高的速度,這相應(yīng)于更高的剪切速率(即幾百s-1) ,因此,將溫度提高到75℃有利于降低黏度,利于涂布操作。另外,因?yàn)檎扯鹊淖兓梢酝ㄟ^(guò)加熱來(lái)抵消,漿料中活性物質(zhì)的比例可以提高, 固體顆粒濃度增加使溶劑的用量減少,從而可以采用更短的時(shí)間、更少的熱能和更安全的涂布干燥條件。
雖然漿料加熱能夠給涂布帶來(lái)好處,但必須確保所做的極片具有良好的循環(huán)性能。如圖6所示,在混料和涂布過(guò)程中加熱使?jié){料溫度適度升高,不會(huì)對(duì)電極性能產(chǎn)生大的負(fù)面影響。
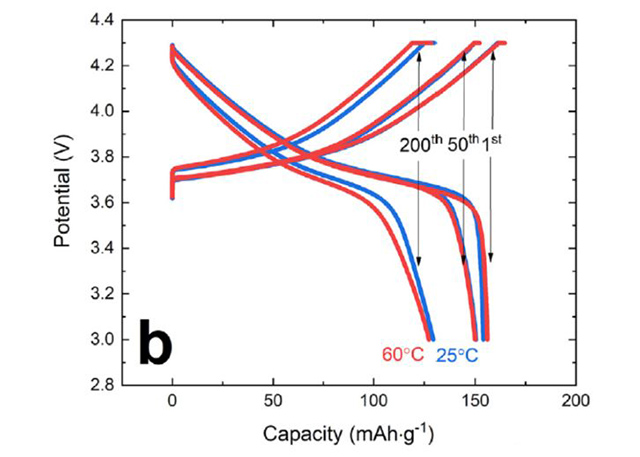
圖6 不同溫度處理的漿料的電化學(xué)性能
溫度加劇漿料形成凝膠
在高鎳正極漿料制備過(guò)程中,PVDF溶解于NMP中,材料表面的堿性基團(tuán)會(huì)攻擊相鄰的C-F、C-H鍵,PVDF很容易發(fā)生雙分子消去反應(yīng),會(huì)在分子鏈上形成一部分的碳碳雙鍵,反應(yīng)如下:
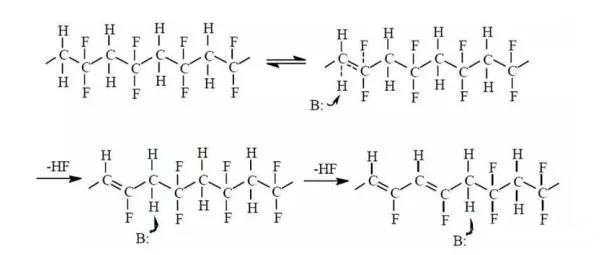
當(dāng)PVDF內(nèi)雙鍵増加時(shí),其粘結(jié)力也會(huì)増加,這會(huì)導(dǎo)致漿料粘度増加,甚至漿料形成凝膠狀態(tài)。因此,高鎳正極漿料在制備和涂布過(guò)程,環(huán)境濕度對(duì)其影響巨大,如果在工藝過(guò)程中吸水反應(yīng),特別容易造成漿料性質(zhì)發(fā)生變化,導(dǎo)致極片制造過(guò)程出現(xiàn)品質(zhì)不穩(wěn)定,工藝一致性差等問(wèn)題,形成凝膠漿料時(shí),甚至涂布過(guò)程無(wú)法進(jìn)行。而且,當(dāng)PVDF內(nèi)雙鍵増加導(dǎo)致粘結(jié)力増加時(shí),極片脆性増加特別容易發(fā)生斷裂,極片輥壓、分切等工藝收放卷過(guò)程中,極片斷裂造成工藝過(guò)程無(wú)法進(jìn)行。
而溫度會(huì)加速PVDF內(nèi)雙鍵反應(yīng),從而急劇漿料形成凝膠。這是溫度對(duì)漿料,特別是高鎳材料的負(fù)面影響。
溫度對(duì)涂布過(guò)程的影響
要形成均勻穩(wěn)定涂布,必須滿(mǎn)足以下條件:
(1)漿料性質(zhì)穩(wěn)定,不發(fā)生沉降,粘度、固含量等不變化;
(2)漿料上料供應(yīng)穩(wěn)定,在模頭內(nèi)部或涂輥及轉(zhuǎn)移輥上形成均勻穩(wěn)定的流動(dòng)狀態(tài);
(3)涂布工藝在涂布窗口范圍內(nèi),在涂輥之間形成穩(wěn)定的流場(chǎng);
(4)走箔穩(wěn)定,不發(fā)生走帶滑動(dòng),嚴(yán)重抖動(dòng)和褶皺:張力、糾偏控制。
涂布過(guò)程主要受到三類(lèi)因素的影響:(1)流體特性,如粘度μ、表面張力σ、密度ρ;(2)涂布模頭幾何參數(shù),如涂布間距G,模頭狹縫尺寸S;(3)涂布工藝參數(shù),如涂布速度U,漿料送料流量q等。
溫度主要通過(guò)影響漿料性質(zhì),間接對(duì)涂布過(guò)程產(chǎn)生影響。所前面所述,低剪切速率粘度(LSV)會(huì)影響涂層的邊緣效應(yīng),較高的LSV能夠消除鋸齒邊緣,使涂層具有更清晰的邊界。另一方面,由于大多數(shù)涂布操作都期望采用更高的速度,這相應(yīng)于更高的剪切速率(即幾百s-1) ,因此,將溫度提高到75℃有利于降低黏度,利于涂布操作。另外,因?yàn)檎扯鹊淖兓梢酝ㄟ^(guò)加熱來(lái)抵消,漿料中活性物質(zhì)的比例可以提高, 固體顆粒濃度增加使溶劑的用量減少,從而可以采用更短的時(shí)間、更少的熱能和更安全的涂布干燥條件。
溫度對(duì)極片烘干的影響
鋰離子電池極片的干燥過(guò)程和涂布過(guò)程各自獨(dú)立,又相互聯(lián)系;涂層的性質(zhì),影響到干燥工藝的設(shè)計(jì)和操作;涂布速度、涂層的厚度決定干燥長(zhǎng)度;干燥過(guò)程中涂層有流平過(guò)程,影響涂層的均勻性。因此,涂布在設(shè)計(jì)過(guò)程中能否準(zhǔn)確地運(yùn)用最佳的涂布、干燥工藝,平衡兩者的關(guān)系,最終影響到涂布的綜合技術(shù)性能。
極片干燥方式包括:
(1)遠(yuǎn)紅外輻射干燥。用遠(yuǎn)紅外發(fā)射元件將熱能輻射到干燥物體表面,使液體蒸發(fā)汽化進(jìn)行干燥。特點(diǎn):其干燥速度主要取決于輻射溫度,溫度高,干燥速度快。其優(yōu)點(diǎn)是設(shè)備比較簡(jiǎn)單,因此都在比較低擋的涂布機(jī)中應(yīng)用。其缺點(diǎn)是干燥效率低,干燥不均勻,容易產(chǎn)生干燥弊病。
(2)雙面送風(fēng)飄浮干燥。漂浮干燥是在干燥箔材雙面設(shè)置特殊設(shè)計(jì)的風(fēng)嘴,送高速?lài)娚涞臍饬鳎诳諝饬鲃?dòng)附壁效應(yīng)的作用下,垂直作用到干燥箔材上,在氣流的作用下,干燥片材呈漂浮狀態(tài)進(jìn)行干燥。
(3)常規(guī)對(duì)流熱風(fēng)干燥。對(duì)流干燥是比較傳統(tǒng)的干燥技術(shù)。加熱的干燥空氣送入烘道,干燥空氣中的熱能通過(guò)空氣的對(duì)流傳導(dǎo)到被干燥物體,使液體蒸發(fā)汽化進(jìn)行干燥。其優(yōu)點(diǎn)是設(shè)備簡(jiǎn)單,其缺點(diǎn)是干燥效率低,在現(xiàn)代干燥設(shè)備中逐漸被高效熱風(fēng)沖擊干燥所取代。
(4)循環(huán)熱風(fēng)沖擊干燥。利用空氣噴射流體力學(xué)原理發(fā)展起來(lái)的高效干燥技術(shù)。干燥空氣通過(guò)特殊設(shè)計(jì)的風(fēng)嘴,以高速?lài)娚涞奖桓稍镂矬w表面,在干燥物體表面阻礙干燥靜止空氣層在沖擊作用下被破壞,從而加快了干燥過(guò)程,使干燥效率大大提高。 循環(huán)熱風(fēng)沖擊干燥的特點(diǎn)是:干燥速度和溫度有關(guān),而且和干燥風(fēng)量有關(guān)。可以通過(guò)部分循環(huán)干燥空氣送風(fēng)加大風(fēng)量提高干燥速度,大大提高干燥空氣的熱量的利用,因此循環(huán)熱風(fēng)沖擊干燥具有高效節(jié)能的特點(diǎn)。另外用增大送風(fēng)量來(lái)提高干燥速度,可以避免采用高溫干燥可能產(chǎn)生的龜裂干燥弊病。
(5)過(guò)熱水蒸氣干燥。過(guò)熱蒸氣是將液體加熱到使其全部蒸發(fā)的飽和蒸氣后,再繼續(xù)加熱而獲得的蒸氣。過(guò)熱蒸汽干燥是干燥介質(zhì)直接與濕涂層接觸,其熱量主要以對(duì)流方式傳入物料,干燥析出的溶劑被干燥介質(zhì)帶走的一種新興的干燥方式。在干燥過(guò)程中,過(guò)熱蒸汽作為干燥介經(jīng)過(guò)物料表面,熱量傳給濕涂層,涂層表面的自由溶劑受熱汽化,從而造成物料表面與內(nèi)部濕分濃度的差異。在這一差異下,內(nèi)部濕分就由液態(tài)或氣態(tài)的形式向表面擴(kuò)散,氣化的水蒸汽由過(guò)熱蒸汽氣流帶走。其優(yōu)點(diǎn)是可以利用蒸汽的潛熱,熱效率高,可達(dá)到節(jié)約能源的效果,過(guò)熱蒸汽干燥要比熱風(fēng)干燥的傳熱系數(shù)大。
(6)微波干燥。微波干燥是利用頻率為915-2450MHZ的微波能量使物料發(fā)熱升溫,從而蒸發(fā)水分進(jìn)行干燥的方法。微波干燥不同于傳統(tǒng)的干燥方式,其熱傳導(dǎo)的方向與水分?jǐn)U散的方向相同。與傳統(tǒng)干燥方法相比,微波干燥具有干燥速率快、節(jié)能環(huán)保、生產(chǎn)效率高、清潔生產(chǎn)、干燥效果優(yōu)良、易于實(shí)現(xiàn)自動(dòng)化操作及控制以及可以提高產(chǎn)品質(zhì)量等優(yōu)點(diǎn)。
目前有的廠(chǎng)家生產(chǎn)的涂布機(jī)用的熱風(fēng)干燥,也用風(fēng)嘴送風(fēng),從形式上看和沖擊干燥類(lèi)似,但是其風(fēng)嘴的結(jié)構(gòu)設(shè)計(jì)和風(fēng)量及風(fēng)速都起不到?jīng)_擊效果,干燥過(guò)程仍屬對(duì)流干燥,干燥效率不高。
干燥是指用加熱的方法使水分或其它溶劑汽化,并將產(chǎn)生的蒸氣排除,藉此來(lái)除去固體物料中濕分的操作。
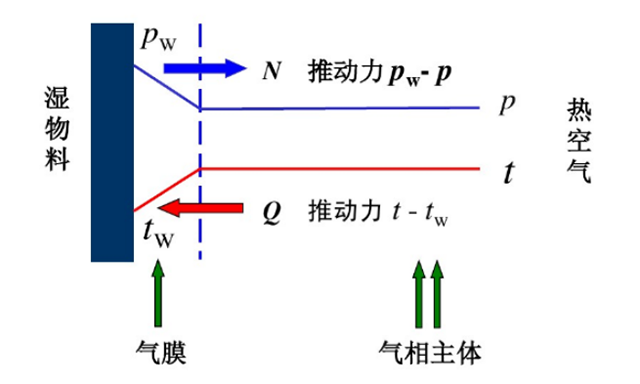
圖7 干燥過(guò)程示意圖
如圖7所示,水分在物料表面氣化,在表面附近存在一層氣膜,在氣膜內(nèi)水蒸氣分壓等于物料中水分的蒸氣壓,水分在氣相中的傳質(zhì)驅(qū)動(dòng)力為此氣膜蒸氣壓與氣相主體中水蒸氣分壓之差。同時(shí),熱空氣對(duì)物料加熱升溫,將熱量傳遞給濕物料,驅(qū)動(dòng)力是熱空氣與物料的溫度梯度;對(duì)對(duì)流干燥,由于介質(zhì)的不斷流動(dòng),帶走氣化的水分,從而形成分壓差。極片干燥過(guò)程詳見(jiàn):鋰電池極片濕涂層干燥基本過(guò)程。
目前,蒸發(fā)階段是電極制造過(guò)程中的限速步驟,通常持續(xù)1-2分鐘,由于高蒸發(fā)速率下粘合劑和導(dǎo)電添加劑會(huì)遷移到極片表面,縮短干燥時(shí)間會(huì)限制,而且這種向上的擴(kuò)散在高溫下發(fā)生得更快。
溫度對(duì)極片輥壓得影響
與冷軋相比,熱軋主要有以下優(yōu)點(diǎn):
1)可以減少約50%的極片反彈;
2)利用較小的軋制力即可將極片的厚度壓縮到工藝需求的厚度,軋制力最大可減小62%;
3)增強(qiáng)涂層材料與集流體的結(jié)合力,減少電池在充放電循環(huán)過(guò)程中掉粉情況的發(fā)生,提高電池的循環(huán)壽命。
劉斌斌等實(shí)驗(yàn)采用LiFePO4作為正極材料,鋰片作為負(fù)極材料,制成扣式鋰離子電池,以面密度、壓實(shí)密度和厚度一致性三個(gè)參數(shù)為指標(biāo),考察了正極片的軋制溫度對(duì)電池極片和電池電化學(xué)性能的影響。
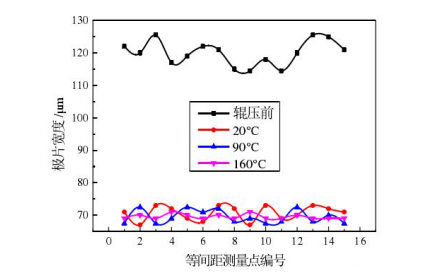
圖8 不同軋制溫度下的極片厚度
圖8為涂敷厚度為 100 μm 的極片在不同軋制溫度下的厚度曲線(xiàn),如圖所示,隨著軋制溫度由 20°C 增加為 90°C 再增加為 160°C,極片厚度偏差由±1.9μm 降低為±1.3 μm 再降低為±0.8μm,極片厚度一致性逐漸提高,這是因?yàn)殡S著軋制溫度的增加,極片涂層變形抗力減小,可塑性變好,使得極片表面厚度更加均勻。
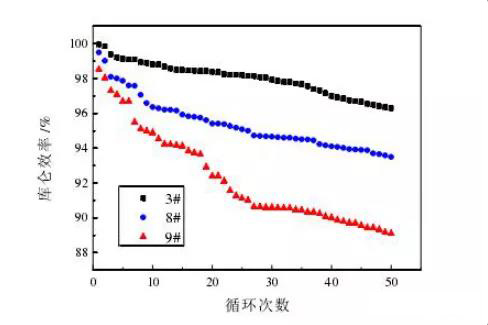
圖9 各樣品電池的庫(kù)侖效率
圖9是各樣品電池的庫(kù)倫效率,3#、8#、9#分別為160°C、90°C 、20°C條件下輥壓極片制作的電池。由圖3可見(jiàn),當(dāng)軋制溫度從 20°C 提高到 90°C 再提高到 160°C 時(shí),樣品的庫(kù)侖效率也有所提高。庫(kù)侖效率是在同一充放電循環(huán)中放電比容量與充電比容量的比率,極片的厚度一致性提高時(shí)電阻就會(huì)降低,庫(kù)侖效率也會(huì)相應(yīng)提高。
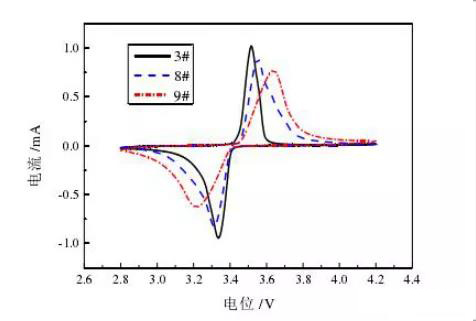
圖10 各樣品電池的循環(huán)伏安性能
圖 10為各樣品的循環(huán)伏安性能曲線(xiàn),3#、8#、9#分別為160°C、90°C 、20°C條件下輥壓極片制作的電池。由圖可見(jiàn)實(shí)驗(yàn)樣品中當(dāng)軋制溫度為 160°C 時(shí),向上的氧化峰與向下的還原峰對(duì)稱(chēng)性較好,峰位差也最小,充電和放電的可逆性也最好,證明庫(kù)侖效率必然也高。(劉斌斌. 動(dòng)力鋰離子電池極片精密制造理論與實(shí)驗(yàn)研究[D]. 太原科技大學(xué), 2017.)
近來(lái),鋰離子電池要求極片預(yù)熱到140℃軋制,在軋制過(guò)程中,涂層中的粘結(jié)劑發(fā)生軟化,使極片壓實(shí)更加容易,同時(shí)確保極片不發(fā)生反彈現(xiàn)象。這樣輥面溫度就要求180℃,目前傳統(tǒng)的Cr2、Cr3、Cr5系列冷軋輥材料會(huì)發(fā)生軟化,開(kāi)發(fā)高溫軋機(jī),軋輥需要更換材料,確保高溫條件下軋輥滿(mǎn)足軋制要求。
鋁箔加熱退火減弱極片輥壓翹曲
對(duì)于卷繞電池,有一種全極耳極片設(shè)計(jì),從極耳角度提高了電池功率特性,在大倍率下電流密度分布均勻,具體的極片設(shè)計(jì)如圖11所示。正極極片在涂敷正極材料(30)時(shí)一側(cè)邊緣不涂布的側(cè)面(15)和負(fù)極極片涂覆負(fù)極材料(40)時(shí)留白的一側(cè)面(14)都作為極耳分別焊接在正負(fù)極導(dǎo)流體上,正負(fù)極極片之間通過(guò)隔膜(170)隔離開(kāi),這樣電流流經(jīng)的距離短,可以實(shí)現(xiàn)高功率密度,極片發(fā)熱量也小。
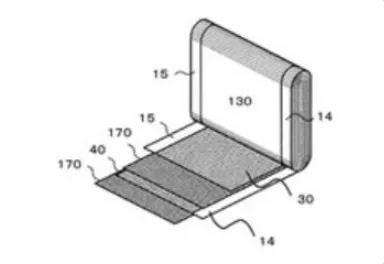
圖11 全極耳卷繞方形電池
這種極片采用連續(xù)涂布工藝,在極片兩側(cè)留出不涂布的留白區(qū)域。但是,這種極片在輥壓過(guò)程中特別容易出現(xiàn)涂層邊緣褶皺和翹曲現(xiàn)象,如圖12所示。由于輥壓時(shí),極片涂布部分受壓力作用延展變形,而留白部分無(wú)變形,這種變形的不同步在留白處形成褶皺。而且極片中間部分延展長(zhǎng)度增加,而留白邊緣長(zhǎng)度不發(fā)生變化,最終導(dǎo)致極片產(chǎn)生翹曲,影響后續(xù)的分切、卷繞工作,收放卷時(shí)極片從留白部分?jǐn)嗔选T谳亯呵皩?duì)留白部分加熱退火處理,鋁箔晶粒回復(fù)再結(jié)晶,由典型的軋制帶狀變成等軸狀,內(nèi)應(yīng)力逐漸消除,鋁箔塑性升高,質(zhì)感變軟,同時(shí)電阻降低,從而在輥壓過(guò)程中,留白部分能夠與涂布區(qū)域一起協(xié)同變形,極片翹曲程度降低,留白處無(wú)褶皺。
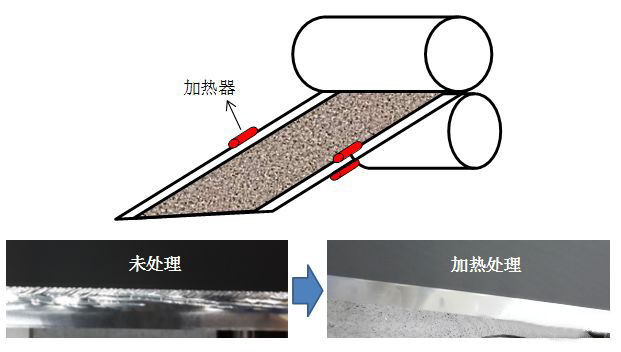
圖12 鋁箔加熱退火示意圖及效果
以上是溫度對(duì)鋰離子電池極片工藝影響的整理,希望對(duì)大家有所幫助,不對(duì)之處請(qǐng)大家批評(píng)指正,不全面的歡迎大家多補(bǔ)充。
本文鏈接:http://m.qhgfjy.com.cn{dede:field.arcurl/}
諾信新聞,諾信公司新聞,鋰電池行業(yè)新聞,展會(huì)新聞



